Basic Science of Ceramics
Ricardo J. Heros
Corrado Piconi
Carina Reinhardt
Norbert Schneider
Robert M. Streicher
Introduction
The introduction of modern total hip replacement (THR) in the early 1960s allowed the orthopedic surgeon to address hip-related problems in millions of patients facing pain, disability, and limitation of activity. Without a doubt this development is one of the greatest successes in the field of orthopedics.
The choice made by Sir John Charnley to use stainless steel (SS) as the material for the femoral stem and head, ultra high molecular weight polyethylene (commonly referred to as conventional polyethylene [PE]) for the acetabular cup, and poly methyl methacrylate (PMMA) as a grouting agent for his low friction THR in 1962 led the way to modern hip replacement systems. Since that time, SS femoral heads have been largely replaced by heads made of another metal alloy, cobalt chrome. This bearing couple consisting of metal-on-polyethylene (MoP) is still considered as the golden standard in THR (1).
In today’s world younger patients with much longer life expectancy are receiving THR to relieve their pain and allow them to return to their accustomed activity level. The typical profile of THR patients from that early period to today has drastically changed as it is also important to recognize that even the older patient’s activity level is much different as they are striving to not only maintain but also improve their lifestyle after surgery. The higher activity levels seen in contemporary practice enhances the importance of the wear performance of THR bearings to minimize wear and reduce the local and systemic biologic reaction provoked by wear debris and their byproducts.
Alumina (Aluminum oxide, Al2O3) has been in clinical use as an articulating material in THR for more than 40 years. Millions of patients with alumina heads, cup inlays, or both as part of their implants are enjoying the advantage provided by the excellent clinical performance of this material. The unique properties of alumina bearings in THR are the foundation for implant systems that are more resistant to wear. In addition, alumina is a material oxidized to its state of equilibrium where no oxidative processes (e.g., corrosion, ion release) can take place. This characteristic and its low wear work together to create the “functional biologic safety” of alumina which—according to the definition by John Fisher (2)—are still unsurpassed among the different biomaterials used in THR bearings.
Alumina
In nature, alumina is found in several well-known gemstones. Two examples include rubies (an alumina which receives its red color as a result of chromium impurities) and sapphires (an alumina which is blue as a result of titanium impurities). The only biostable phase is alpha-alumina (known as corundum), which is characterized by a close-packed hexagonal structure where the Al and O atoms are bonded by strong ionic and covalent chemical bonds. The characteristics of alpha-alumina that make it the ideal material for THR bearings are based on the high binding energy of these bonds, making it extremely hard and chemically stable whether in acidic or basic environments.
It is noted that the spatial arrangement of the alumina atoms creates a layer of O2− anions at the surface that are the preferential sites for binding of OH+ groups. This allows other polar molecules (e.g., water or proteins) to establish a very strong bond with the alumina surface. As a result of this mechanism—known as chemisorption—the wettability of the alumina surfaces is much higher than that of metals. This is a key material property that is important in THRs, as it assists in the formation of a fluid film on the surface of alumina components optimizing lubrication, and as a result reducing friction and wear (3).
All these positive characteristics of alumina are nonetheless associated with one of the limitations of the material, its low toughness, due to its brittle characteristics. Although several of the mechanical properties of alumina have been improved by the developments introduced over the years—as described in other parts of this chapter—toughness is a very important factor that engineers must take into account in the design of alumina components.
During the late 1960s, hip arthroplasty was still in its infancy. Although keenly interested by the potential of the procedure, surgeons were very concerned about the failures of early THR due to the excessive wear of the articulating materials used at the time (PE, fluorocarbons, and polyacetal). These bearing materials had poor clinical outcomes encouraging efforts to develop alternatives. Motivated by the wear issues reported, Pierre Boutin, an
orthopedic surgeon working in Pau in Southern France decided to conduct extensive research on the use of alumina as an articulation material. As an integral part of his research activities, Boutin began working with one of his patients who was the manager of the industrial ceramic manufacturer, CGE. The result of their cooperation was the development of the first alumina ceramic-on-ceramic (CoC) articulation for THR. The first implantation of this system was carried out in 1970 (4). The THR system consisted of a SS stem and an all-alumina cup with both components being cemented into bone. The alumina head was fixed to the femoral stem by the use of epoxy glue applied on a short cylindrical trunnion.
orthopedic surgeon working in Pau in Southern France decided to conduct extensive research on the use of alumina as an articulation material. As an integral part of his research activities, Boutin began working with one of his patients who was the manager of the industrial ceramic manufacturer, CGE. The result of their cooperation was the development of the first alumina ceramic-on-ceramic (CoC) articulation for THR. The first implantation of this system was carried out in 1970 (4). The THR system consisted of a SS stem and an all-alumina cup with both components being cemented into bone. The alumina head was fixed to the femoral stem by the use of epoxy glue applied on a short cylindrical trunnion.
In addition to the work of Boutin with Ceraver in France, research focused on the development of alumina bearings was taking place in Germany and Japan. In Germany several surgeons and scientists, including G. Langer (KeraMed), G. Heimke (Friedrichsfeld), H. Dörre (Feldmühle), and M. Saltzer (Rosenthal), also contributed to the development of alumina components for orthopedic clinical use. Their work resulted in the development of a number of ceramic devices. The two most important were the Autophor/Xenophor THR systems developed by Mittelmeier (5) and the Lindenhof THR system developed by Heimke (6). Both of the acetabular cups of these implants were designed as noncemented implants. Their designs were intended to avoid loosening as a result of the failure of the cement mantle, a condition that was prevalent in the acetabular cups developed by Boutin. The Lindenhof socket was designed for a press fit into the acetabular cavity, whereas the Autophor/Xenophor socket had a macro-threaded external surface designed to achieve primary stability in the acetabular bed. The Lindenhof stem was to be implanted by using bone cement, whereas the Autophor stem was designed to be stabilized by bone ingrowth. The Xenophor stem and cup was the cemented version of the same THR system. The Lindenhof and Autophor/Xenophor implants used an innovative taper locking system for the femoral head and stem, an innovation that represents one of the most important contributions of the German scientists to the field of arthroplasty. The taper connection—that was soon adopted in all the THR systems using ceramic ball heads—has proven its effectiveness in several decades of clinical use (Fig. 13.1).
It is worthwhile to mention that the research and development by Dörre with the company Feldmühle (now CeramTec GmbH) in the development of a “medical grade alumina” has been so successful that it has since become “the reference ceramic” in orthopedics and is now marketed under the trade name BIOLOX®. The working relationship between Dörre and M. Semlitsch (Sulzer Medizinaltechnik, today Zimmer) resulted in the introduction in 1972 of modularity by the use of a Morse Taper concept as a means of matching different materials (metal for the femoral stem and ceramic for the articulation) and their properties to the needed function.
Besides hip replacements, the German development projects based on alumina looked at a wide array of alumina devices, for example, keratoprostheses (7), injection ports, middle ear implants (8), endodontic posts, and a number of dental implants (9). One of them, the dental implant “type Tuebingen” had widespread clinical use (10). Other devices, for example, the all-ceramic hip replacements made out of polycrystalline alumina described by Stock and Geissler (11) were only technologic exercises. It is noted however that the company Rosenthal developed femoral heads of alumina as a part of the resurfacing cups of the Wagner type. It was implanted in eight patients with chondrosarcoma or carcinomas metastases (12) after resection of the proximal femur representing the only all-ceramic hip prostheses used clinically.
 Figure 13.1. The original Lindenhof system (A) and current-day ceramic components (B) (courtesy of CeramTec GmbH). |
Japanese researchers also gave significant contributions to the development of alumina for clinical implants. They developed not only polycrystalline alumina heads and cups but also knee replacements formed by polycrystalline alumina femoral components, coupled to an alumina tibial plateau with an insert of PE (13,14). It should be noted that the first alumina knee implant, a unicondylar tibial component, was developed in 1971 by Langer together with the ceramic company KeraMed (Hermsdorf, Germany, today Mathys). These devices were implanted in 73 cases from 1972 to 1980 at the Orthopedic Clinic of the University of Jena (15); their use was stopped only when modern knee replacements become available in the former German Democratic Republic.
The Development of International Voluntary Consensus Standards for Alumina
The clinical results from these pioneering efforts to use alumina in THR taught surgeons and engineers many lessons as clinical failures in some of the early clinical series were too high (16). The poor clinical result of some of the ceramic company’s components forced several manufacturers to withdraw from the market of implantable ceramics. Designs of THR systems also had to evolve as concepts such as ball head to stem fixation using glue, bulky monolithic screw-shaped, pegged sockets, and skirted ball heads were abandoned. However, there were many successes associated with implants that achieved good stability at the time of surgery as well as in patients with good bone quality (17,18). These observations confirmed that the choice of alumina-on-alumina THR bearings was an excellent one as wear was almost nonexistent in comparison to other couples and there was no particle-induced osteolysis (19,20).
The excellent performance of alumina bearings encouraged some manufacturers to pursue the development of an international voluntary consensus standard for the material. This work led by the company Feldmühle (now CeramTec) resulted in the development of the first standard for “medical alumina” (International Standards Organization, ISO 6474) first issued in 1980. It was largely based on the German standard DIN 58835, and was soon followed by a similar standard (ASTM F603) from the American Society for Testing and Materials. These standards defined key parameters that had to be met by alumina materials before they could be used as clinical implants.
Zirconia
In summarizing the experience in the orthopedic implant field with yttria-stabilized zirconia, it is not considered to be positive because there was no clinically proven reduction in wear when compared to MoP. As a result the acceptance of zirconia has been drastically reduced and consequently, the remainder of this chapter will only focus on the alumina and the alumina matrix composite (AMC). Nonetheless, it is currently being used as an important component of the AMC material. Its incorporation into the alumina matrix of the AMC material substantially improves the mechanical properties and fracture toughness of the material. This beneficial effect is largely responsible for the excellent reliability achieved by AMC components.
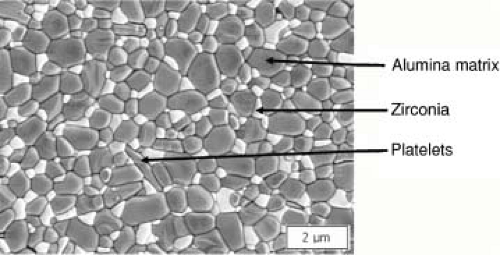 Figure 13.2. Microstructure of alumina matrix composite (AMC). |
Alumina Matrix Composite (Zirconia-Toughened Alumina)
The introduction of the AMC material (BIOLOX® delta manufactured by CeramTec Medical Products Division in Plochingen, Germany) in 2002 offers an even wider range of applications in THR because of its significantly enhanced mechanical properties when compare to alumina. The basic concept throughout its development was to preserve the important properties of alumina—as an excellent implantable ceramic material with more than 40 years clinical experience—but to increase its mechanical properties, specifically its fracture toughness. Approximately 83% volume percent of its matrix consists of fine grained, high purity alumina, which is combined with three different oxides to achieve the desired enhanced properties.
As is the case with composite materials, the basic physical properties like stiffness, hardness, and thermal conductivity are mainly predetermined from the dominant phase. These properties are substantially improved by the addition of two reinforcing elements to the microstructure. The first one is the addition of 17% by volume of tetragonal zirconia particles with an average grain size of roughly 0.27 μm. The second reinforcing element is the addition of approximately 3% by volume percentage of strontium aluminate platelets. The platelets are shaped like crystals with a maximum length of approximately 5 μm and an aspect ratio of 5 to 10. Figure 13.2 shows the microstructure of the AMC material.
In addition to the reinforcing components, a small amount of Cr gives the material its pink coloration (Table 13.1; Figure 13.3).
Table 13.1 Alumina Matrix Composite Composition | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
 Figure 13.3. AMC femoral heads and acetabular insert. |
Reinforcing Elements
The reinforcing elements, in particular zirconia, substantially increase the fracture toughness and strength of the material. Fracture toughness (KIC) is a measure for the ability of the material to withstand crack propagation. Strength (σc) is defined as the maximum stress within a structure causing failure of the component. When the fracture toughness of alumina is increased, its strength is also directly improved. This basic principle is the concept upon which the development of this material is based. Its microstructure has been tailored to provide an optimum of resistance against crack propagation. The benefit in crack growth resistance which is obtained from incorporating zirconia into an alumina matrix (Fig. 13.4) is well known in the science of high-performance ceramics.
In Figure 13.4, the gray particles represent the alumina matrix and the yellow particles illustrate the zirconia particles in the tetragonal phase. The phase transformation of zirconia particles to the monoclinic phase is indicated by the change to red color. In the case of an overload condition that might have sufficient energy to initiate a microcrack, the ability of the material to arrest its propagation is important. This arresting mechanism is the result of the tetragonal to monoclinic phase transformation of the zirconia particles which creates tensile stresses in the vicinity of the crack tip trigger as the zirconia particles expand. The accompanied volume expansion leads to the formation of compressive stresses which are efficient in blocking the crack propagation energy from further advance in the microstructure. The model as represented in Figure 13.4 has also been verified experimentally by Pezzotti et al. (21). The reinforcing ability of zirconia particles results as a consequence of its phase transformation, that is, the spontaneous change from the tetragonal to the monoclinic phase (22). The phase transformation of the zirconia particles is accompanied by a volume expansion of 4%. Spontaneous phase transformation is a well-known principle in material science and can occur in metals as well.
Correlation between Material and Component Properties
In general, the performance of any ceramic component depends on the material properties, design, and other factors controlled as part of the manufacturing process. However, the performance of a device also depends upon patient factors such as activity level and surgeon factors such as component positioning at the time of surgery. These complex interactions must be taken into account during the design process. As a result there are generally two distinctly different types of tests performed. Material testing is carried out and is generally designed to evaluate the properties of the material and establish its suitability for a given application. This is followed by testing of the finished ceramic component to confirm the reliability of the design.
Figure 13.5 shows the test setup of a 4-point bending test as recommended in ISO 6474-2 to verify one of the material’s basic properties and the ceramic head’s burst test according to ISO 7206. The former test quantifies the intrinsic strength of the material whereas the burst test is designed to simulate the in vivo loading of ceramic head.
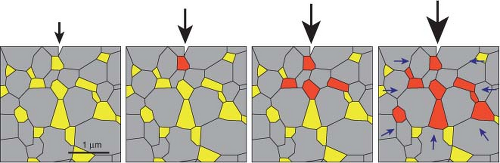 Figure 13.4. Illustrates the arresting mechanism imparted to the material by the zirconia particles. |
There are a number of tests that are designed to evaluate the final design of a ceramic component. One of these, the burst test, is particularly important as it simulates in vivo
load conditions that the ball may be subject to. The minimum value used as a benchmark for this test is 46 kN which is substantially higher than the maximum in vivo load which is approximately 10 kN. Burst load testing of alumina and AMC ball heads with identical geometry on a titanium test tapers and the same test setup shows clearly the significant advantage of the AMC ball heads over alumina ball heads (Table 13.2).
load conditions that the ball may be subject to. The minimum value used as a benchmark for this test is 46 kN which is substantially higher than the maximum in vivo load which is approximately 10 kN. Burst load testing of alumina and AMC ball heads with identical geometry on a titanium test tapers and the same test setup shows clearly the significant advantage of the AMC ball heads over alumina ball heads (Table 13.2).
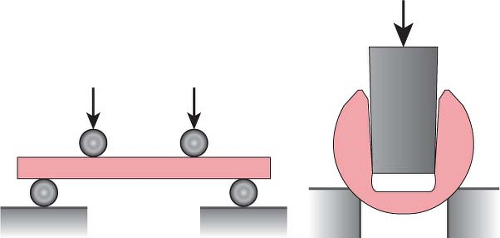 Figure 13.5. Schematic setup of 4-point bending test and a ball head burst test. |
Manufacturing State of the Art
The quality of ceramic materials is also defined by processing parameters, and historically this has been subject to variations by manufacturers. A number of manufacturers of ceramic components, that is, Rosenthal and Friedrichsfeld experienced problems with their technology in the 1970s and abandoned the field of orthopedics. Since that time, international standard organizations such as the American Society for Testing and Materials (ASTM) and the International Standards Organization (ISO) have developed voluntary consensus standards defining critical properties, test methods, and standard operating procedures which have served to improve the quality of the ceramic materials used for the manufacture of implants. In addition, rigid quality assurance and good manufacturing practices have also contributed to the current reliability of modern ceramics. However, there are some processes which are critical but not necessarily required by these standards. These are clean room processing, improved sintering techniques and hot isostatic pressing (HIP), laser marking, and proof testing (23).
Table 13.2 Comparison of Material Strength and Burst Load of Alumina and AMC Femoral Ball Heads | ||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Clean Room Processing
Impurities such as silicates, alkali oxides, and iron oxides have the ability to create glassy phases in the grain boundaries in the microstructure of ceramics. These glassy phases decrease corrosion resistance, mechanical strength, fatigue properties, and safety of the components. The control of the raw material, as well as the clean room processing of these components, is essential in minimizing the presence of these contaminants. The voluntary standards for these materials have been revised by the ASTM as well as by the ISO to reflect the lower limits necessary to achieve the desired reliability.
Improved Sintering and Hot Isostatic Pressing
Over the years, the industry has learned that the process parameters for sintering temperature and time do not guarantee that density, average grain size, and ideal grain size distribution can be optimized at the same time. The application of multiple processes to achieve optimum values in all of these characteristics makes this achievable. For this reason, a lower sintering temperature is now used allowing for the optimization of grain size and its distribution. A very fine microstructure with grain size averaging less than 0.7 μm for alumina and 0.3 for zirconia is achieved
as a part of the AMC material. The use of a second process, HIP, is required to achieve an optimum value. This process uses extremely high pressures (roughly 1,200 atm) at a very high temperature (more than 1,400°C, below the sintering temperature) to improve the density of the ceramic materials.
as a part of the AMC material. The use of a second process, HIP, is required to achieve an optimum value. This process uses extremely high pressures (roughly 1,200 atm) at a very high temperature (more than 1,400°C, below the sintering temperature) to improve the density of the ceramic materials.
Laser Marking
The marking of a ceramic component was historically done by engraving the component before sintering. Stress risers, when combined with the notch sensitivity and brittleness inherent to ceramics, have always created a concern as to the surface effects created by these marking techniques on the service life of a ceramic component. It was therefore very appealing to apply laser marking technique to these components.
The application of laser marking technique has allowed manufacturers to reduce the effect of these marks on the surface. Laser marking allows for a more rounded, less deep, and smoother profile of the markings. Nonetheless, laser marking is not a panacea. If it is not carried out correctly, it is possible to damage the surface and create imperfections which can affect the service life of the component. This process, laser marking, is an important element of the improvement in reliability of ceramic components.
Proof Testing
Another important development directed at improving the reliability of ceramic components has been the introduction of a nondestructive proof test, developed and introduced by CeramTec in 1995 (24). Before this test was introduced into the manufacturing process, ceramic components were subject to a finished product audit in which a statistical sampling plan was utilized and a certain number of components were destructively tested at the end of the production process. If these tests showed values within an accepted range, then the entire lot of components would be released for use. With the introduction of proof testing into the production cycle, each single component manufactured is subjected to this nondestructive test. The test itself applies a load similar to the anticipated loads that are present in a clinical application. This load is applied to the load transfer area of the ceramic components. The load is low enough so it does not damage the components but high enough to react on potentially critical internal flaws. The proof test application is part of an entire quality control system that performs hundreds of controls and checks throughout the manufacturing process. Characteristics like chemical composition, grain size, density, surface finish, sphericity, dimensional compliance, surface quality, and many others are performed as part of an extremely rigorous process designed to produce a reliable and effective component for use in the human body.
It is important to keep in mind the fact that these key developments are only a few in the list of constant improvements made to ceramic components over the years. The continued quest for improvements has been relentless and has resulted in a drastic reduction in the number of ceramic components failures.
Evolution of Ceramics
Over the last 40 years more than 10,000,000 million alumina and approximately 4,000,000 AMC ceramic components have been implanted. As shown in the previous sections, alumina components have undergone constant improvement over the years greatly enhancing their reliability. The end result of all of these improvements over the years can be best illustrated by Table 13.3. As can be seen from the table, major gains in mechanical properties have been achieved by the application of the above-described techniques leading to the current generation of ceramic materials. The key properties required for a ceramic material in THR are stability, hardness, small grain size, high density, and excellent surface lubrication. In Figures 13.6 to 13.8 some key properties are shown to assist in understanding the differences between these ceramic and other commonly used materials in orthopedic surgery.
Table 13.3 Mechanical Properties of Alumina, Zirconia, and AMC (Average Values) | |||||||
|---|---|---|---|---|---|---|---|
|









